



Mesin menghadap flensa adalah jenis peralatan yang banyak digunakan dalam pemrosesan mekanis, perbaikan pipa, dan manufaktur industri. Fungsi utamanya adalah memproses dan memperbaiki permukaan ujung flensa untuk memastikan kerataan, penyelesaian akhir, dan kinerja penyegelan flensa. Namun, dalam pengoperasian sebenarnya, getaran dapat terjadi selama proses pemesinan permukaan ujung flensa, yang tidak hanya mempengaruhi kualitas pemrosesan, namun juga dapat menyebabkan kerusakan peralatan dan mengurangi efisiensi pemrosesan. Oleh karena itu, mengatasi masalah getaran selama pemesinan permukaan ujung flensa adalah kunci untuk meningkatkan efisiensi kerja dan kualitas pemrosesan.
Artikel ini akan mengeksplorasi secara mendalam penyebab getaran selama pemesinan permukaan ujung flensa dan mengusulkan solusi yang sesuai untuk membantu operator mengontrol getaran secara efektif dan meningkatkan akurasi pemrosesan dan stabilitas peralatan.
Selama proses pemesinan permukaan ujung flensa, getaran merupakan masalah umum, yang dapat menyebabkan peningkatan kekasaran permukaan, penurunan akurasi pemrosesan, peningkatan keausan pahat, dan konsekuensi merugikan lainnya. Penyebab getaran biasanya sebagai berikut:
Selama pemrosesan mesin menghadap flensa, fiksasi flensa sangat penting. Jika flensa tidak terpasang dengan kuat, hal ini dapat menyebabkan flensa berpindah atau terguncang selama pemrosesan, sehingga menimbulkan getaran. Situasi ini biasanya terjadi jika ukuran flensa tidak sesuai, perlengkapan tidak kokoh, atau pemasangan tidak tepat.
Pemilihan alat secara langsung mempengaruhi getaran selama pemrosesan. Jika kekakuan pahat tidak mencukupi atau material pahat tidak sesuai, hal ini dapat menimbulkan gaya yang tidak stabil selama proses pemotongan, yang selanjutnya menimbulkan getaran. Kedalaman pemotongan yang berlebihan atau kecepatan potong yang berlebihan juga akan memperparah fenomena getaran.
Parameter pemotongan (seperti kedalaman pemotongan, kecepatan pemakanan, kecepatan putaran, dll.) berkaitan erat dengan timbulnya getaran. Jika parameter pemotongan diatur secara tidak wajar, gaya pemotongan mungkin tidak merata, sehingga menimbulkan getaran selama pemrosesan. Misalnya, jika kedalaman pemotongan terlalu besar atau kecepatan pengumpanan terlalu cepat, gaya kontak antara pahat dan benda kerja meningkat sehingga mudah menimbulkan getaran.
Masalah mekanis pada mesin penghadap flensa itu sendiri juga menjadi salah satu penyebab penting terjadinya getaran. Jika bagian-bagian peralatan seperti bantalan, sistem transmisi, dudukan perkakas, dll. aus atau kendor, hal ini dapat menyebabkan peralatan bekerja tidak stabil dan menimbulkan getaran. Selain itu, kekakuan peralatan yang tidak mencukupi atau struktur keseluruhan yang tidak masuk akal juga akan mempengaruhi stabilitas peralatan.
Faktor lingkungan juga dapat menjadi penyebab getaran selama pemesinan permukaan ujung flensa. Misalnya, tanah yang tidak rata atau pondasi yang tidak stabil di mana peralatan ditempatkan dapat menyebabkan peralatan itu sendiri miring sampai batas tertentu, sehingga mempengaruhi stabilitas selama pemesinan.
Flensa dari bahan yang berbeda memiliki gaya reaksi yang berbeda pada pahat selama pemesinan. Bahan dengan kekerasan yang lebih tinggi cenderung menghasilkan gaya pemotongan yang lebih besar selama pemotongan, sehingga memperkuat getaran. Secara khusus, beberapa material yang rapuh atau tidak rata dapat menghasilkan getaran yang lebih jelas selama pemesinan.

Mengingat alasan di atas, kita dapat mengambil langkah-langkah berikut untuk secara efektif mengurangi atau menghilangkan masalah getaran selama pemesinan permukaan ujung flensa, sehingga meningkatkan akurasi pemesinan dan stabilitas peralatan.
Memastikan bahwa flensa terpasang dengan kuat selama pemesinan adalah tindakan utama untuk mengatasi masalah getaran. Operator harus menggunakan perlengkapan yang sesuai dengan ukuran dan bentuk flensa dan memastikan kekencangan perlengkapan tersebut. Selama pemasangan flensa, perlu untuk memeriksa apakah permukaan kontak antara flensa dan perlengkapannya rata untuk memastikan tidak ada kelonggaran atau celah. Selain itu, alat pendukung khusus dapat digunakan untuk mengurangi getaran selama pemesinan flensa.
Untuk flensa yang lebih besar atau flensa dengan bentuk khusus, disarankan untuk menggunakan metode pemasangan multi-titik untuk memastikan flensa stabil dan tidak bergerak selama keseluruhan proses pemrosesan. Jika kondisinya memungkinkan, perangkat penjepit flensa khusus juga dapat digunakan untuk lebih meningkatkan stabilitas pemasangan flensa.
Pemilihan alat sangat penting untuk pengendalian getaran mesin yang menghadap flensa. Pertama, kekakuan pahat harus memenuhi persyaratan pemrosesan. Untuk flensa dengan kekerasan lebih tinggi atau material lebih keras, sangat penting untuk memilih perkakas dengan kekerasan tinggi dan kekakuan tinggi. Kedua, bahan dan pelapis pahat juga harus dipilih sesuai dengan bahan benda kerja untuk menghindari ketidakstabilan pemotongan akibat ketidaksesuaian bahan pahat.
Selama pemrosesan, kecepatan pengumpanan dan kedalaman pemotongan pahat harus disesuaikan dengan bahan dan persyaratan pemrosesan flensa untuk menghindari getaran yang disebabkan oleh keausan berlebihan atau pemotongan pahat yang tidak merata. Masa pakai alat juga harus diperiksa secara teratur, dan alat yang sudah sangat aus harus diganti tepat waktu untuk menghindari getaran yang disebabkan oleh masalah alat.
Parameter pemotongan yang wajar sangat penting untuk menghindari getaran. Operator harus menyesuaikan parameter seperti kedalaman pemotongan, kecepatan pengumpanan, dan kecepatan potong sesuai dengan persyaratan material, ukuran, dan akurasi pemrosesan flensa. Secara umum, mengurangi kedalaman pemotongan dan kecepatan pengumpanan dapat secara efektif mengurangi gaya pemotongan, sehingga mengurangi terjadinya getaran.
Untuk flensa yang lebih besar atau material yang lebih keras, kedalaman pemotongan dan kecepatan pengumpanan dapat dikurangi secara tepat untuk menghindari gaya pemotongan berlebihan yang menyebabkan getaran. Selama pemrosesan, Anda juga harus selalu memperhatikan suara pemotongan. Jika terdapat suara yang tidak normal, berarti gaya pemotongan terlalu besar, dan operator harus menyesuaikan parameter pemotongan tepat waktu.
Kegagalan mekanis dan penuaan peralatan merupakan salah satu penyebab penting terjadinya getaran. Untuk mengurangi getaran, operator harus secara rutin memeriksa berbagai komponen mesin ujung flensa, terutama keausan pada sistem transmisi, bantalan, dan dudukan alat. Bantalan peralatan harus dijaga dalam kondisi pelumasan yang baik, dan bantalan yang sudah tua harus diganti secara teratur untuk menjaga stabilitas pengoperasian peralatan.
Selain itu, struktur peralatan harus memberikan kekakuan yang cukup. Jika ada masalah struktural pada peralatan, peralatan tersebut mungkin perlu diperkuat atau didesain ulang untuk meningkatkan stabilitas peralatan. Lokasi pemasangan peralatan juga harus menjamin stabilitas untuk menghindari getaran yang disebabkan oleh tanah yang tidak rata atau pondasi yang tidak stabil.
Untuk masalah getaran yang tidak dapat diatasi dengan metode tradisional, teknologi pengurang getaran dapat dipertimbangkan. Tindakan pengurangan getaran yang umum mencakup pemasangan bantalan getaran pada peralatan dan penggunaan perangkat pengurang getaran hidrolik. Bantalan getaran dapat secara efektif menyerap getaran yang dihasilkan selama pengoperasian peralatan dan mengurangi dampak getaran terhadap akurasi pemrosesan. Perangkat pengurang getaran hidrolik dapat mengatur amplitudo getaran peralatan dengan mengatur tekanan sistem hidrolik.
Selain itu, menambah massa peralatan juga dapat menekan getaran secara efektif. Dengan menambahkan beban penyeimbang tambahan pada peralatan, stabilitas peralatan dapat ditingkatkan dan penyebaran getaran dapat dikurangi.
Faktor lingkungan juga mempunyai pengaruh tertentu terhadap getaran mesin yang menghadap flensa. Saat memasang peralatan, pastikan permukaan lingkungan kerja rata dan stabil. Jika tanahnya tidak rata, pondasi harus diperkuat atau digunakan peralatan pendukung khusus. Selain itu, operator harus menghindari penggunaan peralatan dalam kondisi angin kencang atau lingkungan lain dengan gangguan besar untuk memastikan stabilitas pengoperasian peralatan.
Flensa dari bahan yang berbeda akan menghasilkan gaya pemotongan yang berbeda selama pemrosesan, sehingga mempengaruhi tingkat getaran. Selama proses pengolahan, jika material memiliki kekerasan yang tinggi atau kerapuhan yang kuat maka gaya potong akan meningkat sehingga mengakibatkan peningkatan getaran. Oleh karena itu, operator harus memilih parameter pemotongan secara wajar sesuai dengan karakteristik material, dan menyesuaikan metode pemotongan pahat sesuai kebutuhan untuk memenuhi kebutuhan pemrosesan material yang berbeda.
Masalah getaran selama pemesinan permukaan ujung flensa biasanya disebabkan oleh aksi gabungan dari beberapa faktor. Dengan menganalisis penyebab getaran, kita dapat mengambil langkah-langkah efektif, seperti meningkatkan akurasi pemasangan flensa, mengoptimalkan pemilihan pahat, menyesuaikan parameter pemotongan, memperkuat pemeliharaan peralatan, dan mengadopsi teknologi pengurangan getaran, untuk mengurangi atau menghilangkan dampak getaran, sehingga meningkatkan permesinan. akurasi dan stabilitas peralatan. Pengendalian getaran bukan hanya masalah teknis, tetapi melibatkan berbagai aspek seperti peralatan, perkakas, benda kerja, dan lingkungan pengoperasian. Hanya pertimbangan komprehensif yang dapat menyelesaikan masalah secara efektif.
Dalam pengoperasian sebenarnya, operator harus selalu memperhatikan masalah getaran dan memeriksa serta merawat peralatan secara berkala untuk memastikan bahwa mesin yang menghadap flensa selalu dalam kondisi kerja terbaik. Melalui peningkatan dan optimalisasi berkelanjutan, pemrosesan flensa yang efisien dan stabil dapat dicapai, sehingga menghasilkan produk flensa berkualitas lebih tinggi untuk manufaktur industri.
Sebagai distributor mesin penghadap flensa profesional, kami sangat menyadari pentingnya masalah getaran dalam pemrosesan permukaan ujung flensa. Kami tidak hanya menyediakan mesin pelapis flensa berkualitas tinggi, tetapi juga memberikan dukungan teknis komprehensif untuk membantu pelanggan memecahkan masalah getaran yang mungkin ditemui selama pemrosesan, dan menyediakan peralatan dan solusi paling profesional kepada pelanggan untuk memastikan hasil pemrosesan yang sangat baik.

15251441199
182 6159 2800
152 5144 1199









 Kembali
Kembali
 Sblm
Sblm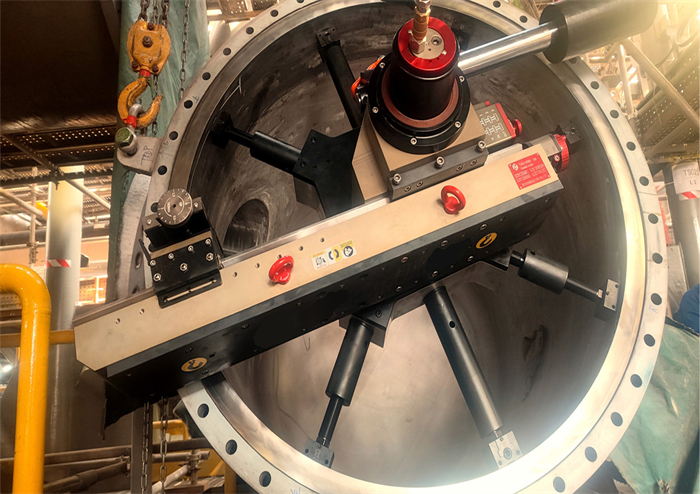
 Lanjut
Lanjut
 Jul 16,2025
Jul 16,2025
 Tinggalkan pesan
Tinggalkan pesan